Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Преимущества индукционного нагревателя
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
30 серия: Как сделать индукционную печь в майнкрафт — Industrial Craft 2 Experimental
Схема работы индукционного нагревателя
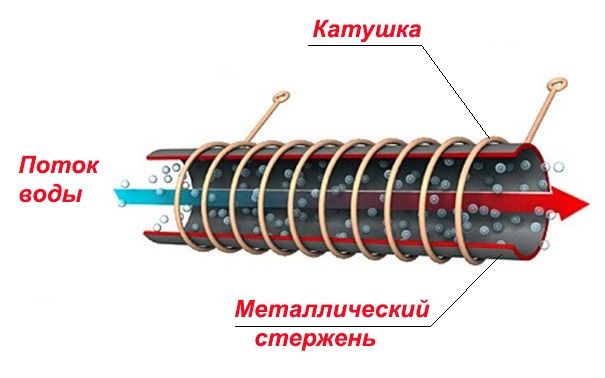
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле.
Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
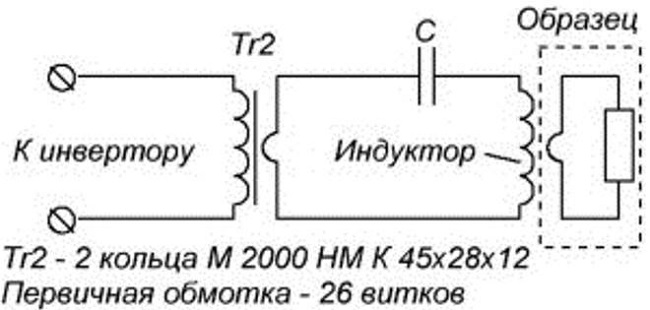
Ниже предоставлена электрическая схема индукционного нагревателя.
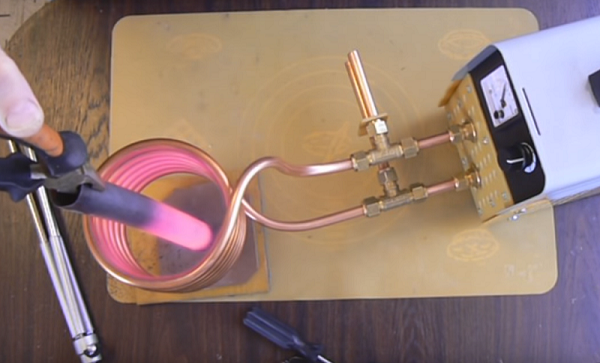
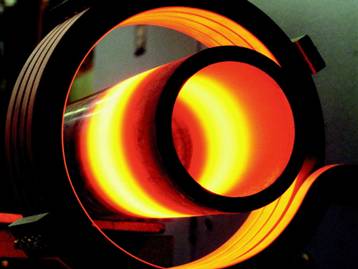
На следующем фото показано, как работает индукционный нагреватель металла.

Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.
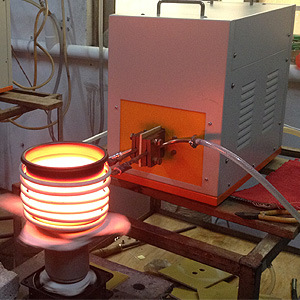
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат. Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Совет! Если предполагается, что индукционная печь будет работать длительное время на большой мощности, то к трубке рекомендуется подвести водяное охлаждение.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока. Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.
Совет! Вместо стальной проволоки допускается использовать металлическую губку из нержавейки. Но перед покупкой их проверяют магнитом: если мочалка притягивается магнитом, то ее можно использовать в качестве нагревателя.

Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.

При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.

На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.

Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
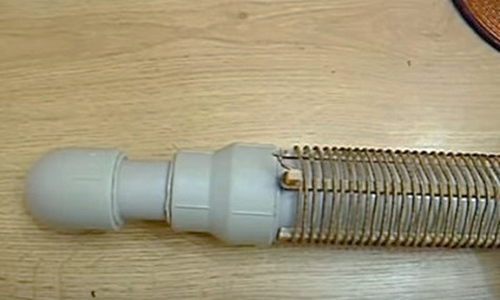
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Далее, котел врезается в систему отопления по схеме, приведенной ниже.
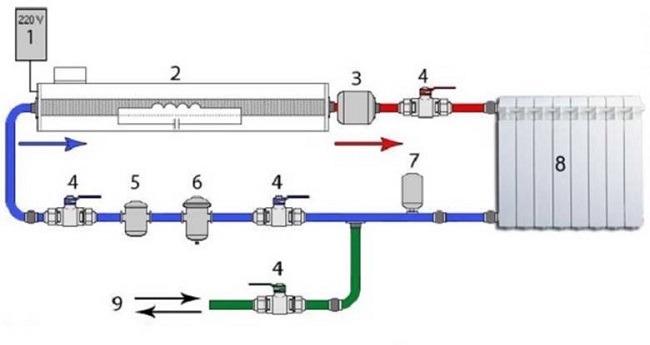
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока. В данном случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы безопасности. В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны. Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления. Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.
Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Источник: tehnika.expert
Добро пожаловать!

Хочется невероятных приключений и увлекательной игры с друзьями? Ты по адресу!
Проект Grand-Mine приглашает тебя в удивительный мир серверов Minecraft с модами!
Установить приложение
Установить
- Форум
- Информация и поддержка
- Баги и тех. проблемы
- Проблемы на игровых серверах
Баг с нагревом индукционной печи низкий приоритет
- Автор темы Mrkanelen
- Дата начала 6 Мар 2017
- Теги advancedmachines
Mrkanelen
У меня стоит индукционная печь она была нагрета на 100%на ней был включенный рычаг что бы поддерживать нагрев.Когда уходишь в ад или улетаешь в другое место чанк разгружается и нагрев с печи спадает на 0
Pikachu
Поселенец
![]()
Располагайте индукционную печь и подачу сигнала красного камня к ней в одном чанке.
Нагрев в таком случае не должен спадать.
Последнее редактирование: 7 Мар 2017
Поделиться:
- Форум
- Информация и поддержка
- Баги и тех. проблемы
- Проблемы на игровых серверах
- Тёмный стиль
- Русский (RU)
- Обратная связь
- Условия и правила
- Политика конфиденциальности
- Справка
- Главная
- RSS
Разработка и поддержка сайта: JM Organization
Поддержите проект — проголосуйте в рейтингах и примите участие в ежемесячном розыгрыше различных услуг. Подробнее » Проголосовать
На данном сайте используются файлы cookie, чтобы персонализировать контент и сохранить Ваш вход в систему, если Вы зарегистрируетесь.
Продолжая использовать этот сайт, Вы соглашаетесь на использование наших файлов cookie.
Источник: grand-mine.net
Индукционный нагрев, закалка и индукционная плавка металлов
Самым совершенным видом нагрева является такой, при котором тепло создается непосредственно в нагреваемом теле. Такой способ нагрева очень хорошо осуществляется пропусканием через тело электрического тока. Однако, прямое — включение нагреваемого тела в электрическую цепь не всегда возможно по причинам технического и практического характера.
В этих случаях совершенный вид нагрева может быть осуществлен применением индукционного нагрева, при котором тепло также создается в самом нагреваемом теле, что исключает излишний, обычно большой, расход энергий в стенках печи или в других нагревающих элементах. Поэтому, несмотря на сравнительно невысокий к. п. д. генерирования токов повышенной и высокой частоты, общий к. п. д. индукционного нагрева оказываётся часто выше, чем при других способах нагрева.

Индукционный способ позволяет также осуществлять быстрый нагрев неметаллических тел равномерно по всей их толщине. Плохая теплопроводность таких тел исключает возможность быстрого нагрева их внутренних слоев обычным способом, т. е. подводом тепла извне. При индукционном способе тепло образуется одинаково как в наружных слоях, так и во внутренних и может даже возникнуть опасность перегрева последних, если не сделать необходимой теплоизоляции наружных слоев.
Особо ценным свойством индукционного нагрева является возможность весьма высокой концентрации энергии в нагреваемом теле, легко поддающейся точной дозировке. Только электрической дугой можно получить тот же порядок плотности энергии, однако, этот способ нагрева трудно поддается контролю.
Особенности и общеизвестные преимущества индукционного нагрева создали широкие возможности применения его во многих отраслях промышленности. Кроме того, он позволяет создавать новые виды конструкций, которые вовсе не осуществимы пои обычных способах термообработки.
Физический процесс
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока.
Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Интенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Индукционный нагрев и закалка металлов
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту.
Эффективность нагрева тем выше, чем ближе вид испускаемой электромагнитной волны (плоская, цилиндрическая и т. д.) к форме тела. Поэтому для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок — цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов.
Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела.
Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты).
Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.

Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.

Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева — частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Индукционные плавильные печи
Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вторичной обмоткой служит само нагреваемое тело.
Для рабочего процесса индукционных плавильных печей характерно электродинамическое и тепловое движение жидкого металла в ванне или тигле, способствующее получению однородного по составу металла и его равномерной температуры по всему объему, а также малый угар металла (в несколько раз меньше, чем в дуговых печах).
Индукционные плавильные печи применяют при производстве литья, в том числе фасонного, из стали, чугуна, цветных металлов и сплавов.
Индукционные плавильные печи можно разделить на канальные печи промышленной частоты и тигельные печи промышленной, средней и высокой частоты.
Индукционная канальная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора.
Основной магнитный поток наводит в металле канала ЭДС, ЭДС создает ток, ток нагревает металл, поэтому, индукционная канальная печь подобна трансформатору, работающему в режиме короткого замыкания.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы.

Индукционные канальные печи предназначены для непрерывной работы с редкими переходами с одной марки металла на другую. Индукционные канальные печи, в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы.
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки — индуктора. С электрической точки зрения, индукционная тигельная печь представляет собой короткозамкнутый воздушный трансформатор, вторичной обмоткой которого является проводящая садка.
Индукционные тигельные печи используют преимущественно для плавки металлов на фасонное литье при периодическом режиме работы, а также вне зависимости от режима работы — для плавки некоторых сплавов, например бронз, которые пагубно влияют на футеровку канальных печей.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник: electricalschool.info